Tempra: tipologie e resistenze
Gli utensili standard Rolleri sono temprati a induzione.
La caratteristiche più rilevanti sono rappresentate dalla durezza superficiale, che può raggiungere i 60HRC e dalla capacità di penetrazione del trattamento nel materiale che può arrivare fino ai 4mm di profondità.
Per garantire una durezza costante su tutte le parti di lavoro interessate al trattamento termico, è necessario un doppio passaggio pertanto dopo una fase di tempra a induzione, si interviene con la fase di rinvenimento.
Rolleri applica diverse tecniche di tempra in relazione al materiale utilizzato e a al tipo di profilo da trattare termicamente: è possibile temprare a "alta frequenza" e "bassa frequenza".
Grazie alle due tecniche, la durezza superficiale è garantite ma per i profili sezioni strette, evitiamo rischi di rotture o cricche interne.
Di seguito viene mostrano un confronto tra la tempra a cuore e la tempra a induzione Rolleri.
.jpg)
.jpg){kind=link}
{kind=link}
.jpg)
.jpg){kind=link}
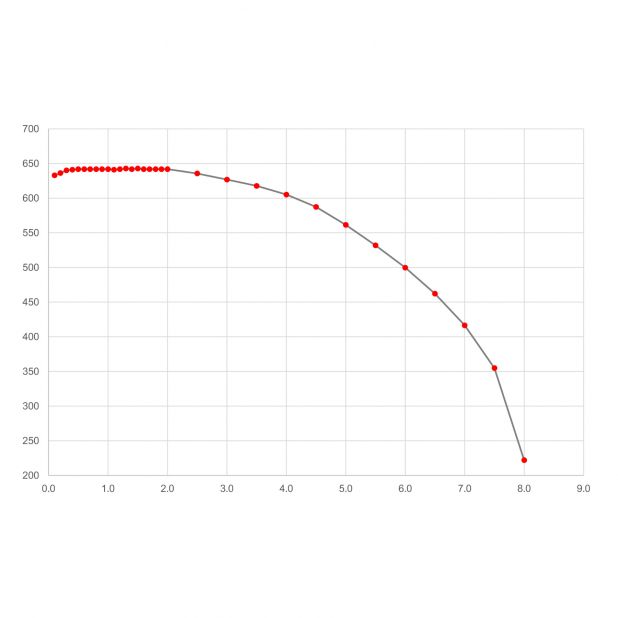
Questo grafico dimostra che:
la tempra ad induzione Rolleri ha un'usura pari a 0.003 mm dopo 12600 colpi;
la tempra a cuore ha un'usura pari a 0.014 mm dopo gli stessi colpi.